Kaj je LENS tehnologija?
LENS ( Laser Engineered Net Shaping ) je zaščiteno ime za lasersko tehnologijo, kjer gre za neposredno depozicijo oz. nanos kovine ali zlitine na substrat (Direct Metal Deposition System). Ta tehnologija je v zadnjem času močno napredovala na nivo komercializacije in postaja vse pomembnejša. Prednost tehnologije je, da lahko z njo relativno hitro izdelujemo popolnoma zgoščene kovinske izdelke z dobrimi metalurškimi oz. mehanskimi lastnostmi. Pri LENS-u se uporablja za taljenje kovinskih delcev (prahu) laserski žarek visoke moči (do 4 kW ali celo več). Kovinski prah se dovaja v laserski žarek koaksialno preko posebno oblikovane glave (C). Laserski žarek usmerja ena ali več leč (B), pri tem pa delovna miza X-Y (D) z gibanjem oblikuje plast za plastjo izdelka tako, da se laserska glava dvigne vsakokrat v vertikalni smeri za debelino nanešene plasti.
Pri novejših izvedenkah te tehnologije se za prenos laserskega žarka uporabljajo optična vlakna (fiber optics), medtem ko starejše verzije uporabljajo enostavnejši sistem z ogledalom (E). Za enakomeren in tanek nanos kapljic staljenega kovinskega prahu (A) na substrat, skrbi inertni plin (Ar) pod kontroliranim tlakom (G). Za dodatno zaščito pred oksidacijo skrbi še dodatna plinska zavesa(F). S tem postopkom lahko izdelujemo izdelke blizu končne oblike (Near-Net Shape) iz različnih kovin in zlitin. Najpogostejša so orodna in nerjavna jekla, superzlitine na osnovi Ni (npr.: Inconel, Hasteloy, Ni-Al itd.), zlitine na osnovi Cu (Cu-Ni). Še posebej so za izdelavo s to tehnologijo primerne reaktivne kovine, kot so Ti in njegove zlitine (TiAl6V4, Ti-Al), Al, Mg in druge. Posebej zanimive so tudi zlitine, odporne proti obrabi, na osnovi W in Co (Stellite, Hardox ipd.). Te materiale nanašamo predvsem v obliki tankih plasti na strojne dele preoblikovalnih orodij, rudarskih orodij, lopatice rotorjev črpalk, lopatice turbin ipd. ali pa na delovno površino različnih valjev. Po končni izdelavi je izdelek treba običajno še mehansko obdelati.

Prednost LENS tehnologije:
- Hitro menjavanje sestave prahu in izdelava gradientnih materialov,
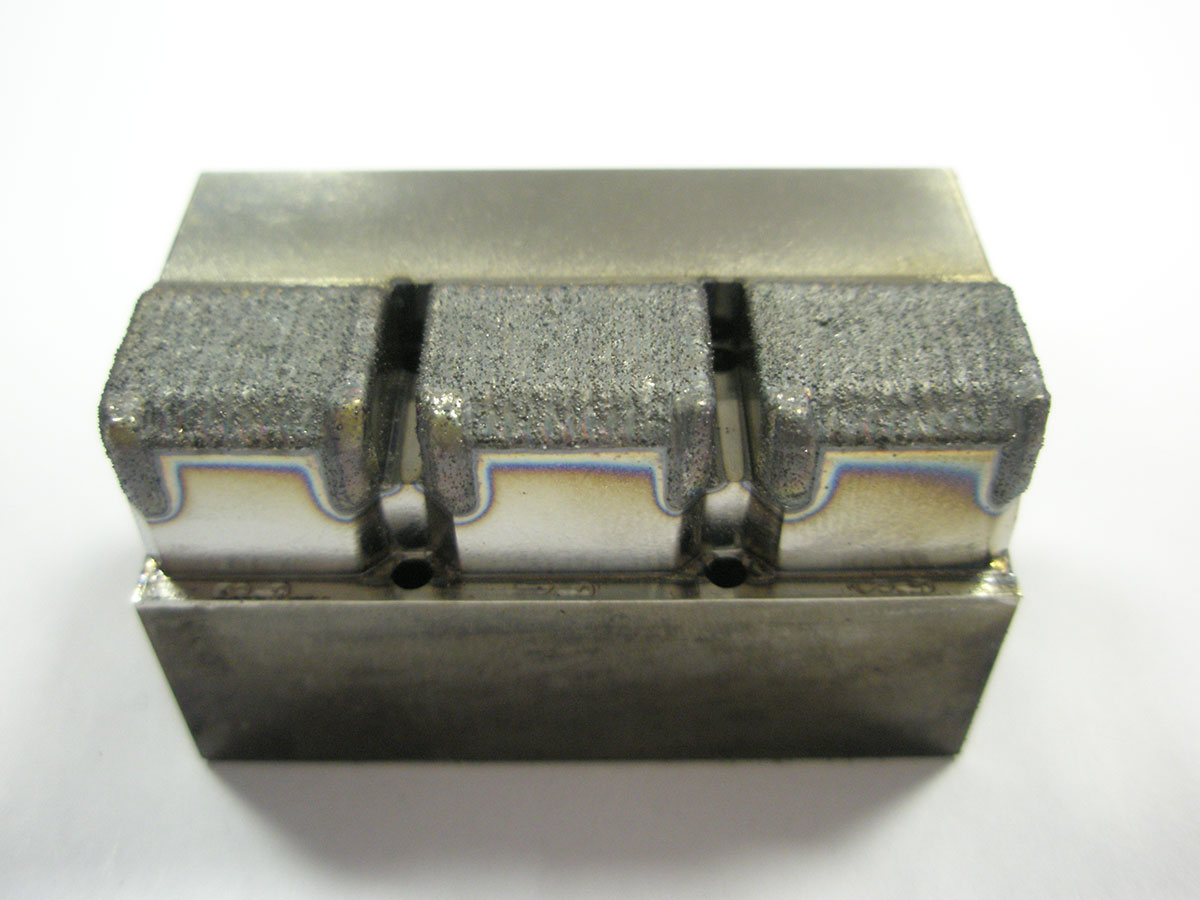
- popravila, kot je na primer reparaturno varjenje ulitkov, obrabljenih strojnih delov,
- v primerjavi z SLS ali DMLS ima postopek manj omejitev,
- izdelujemo lahko izdelke iz širšega nabora kovinskih materialov,
- lastnosti izdelkov so boljše, ker le-ti niso porozni in imajo drobno zrnato mikrostrukturo.
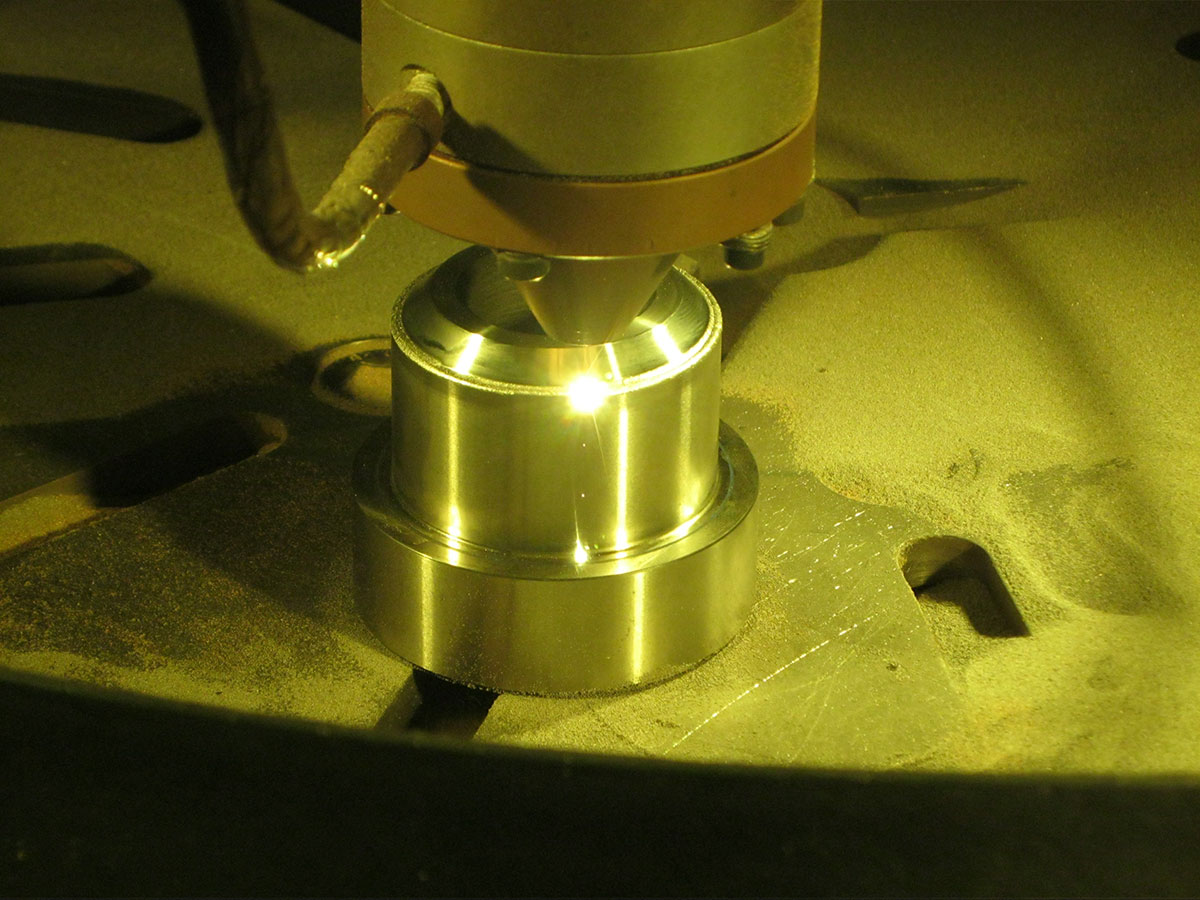
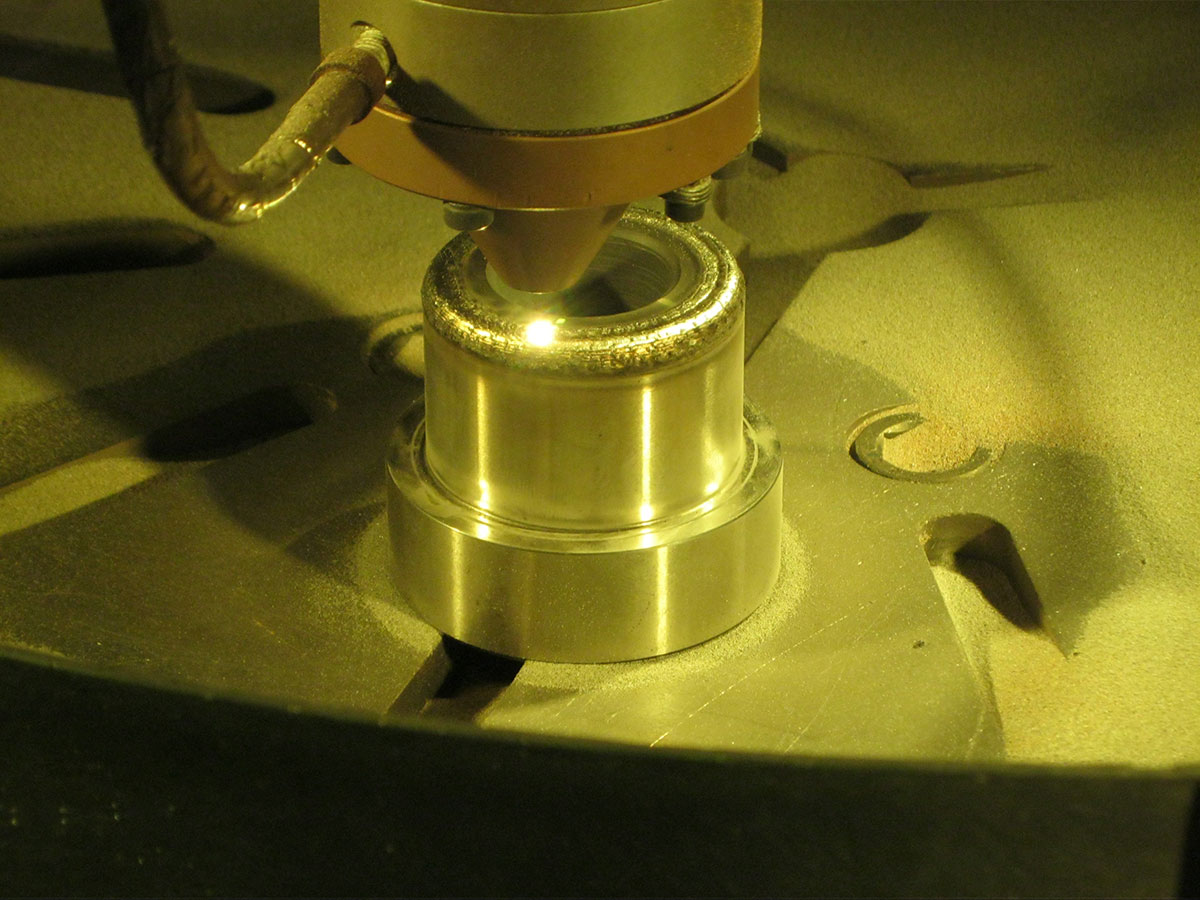
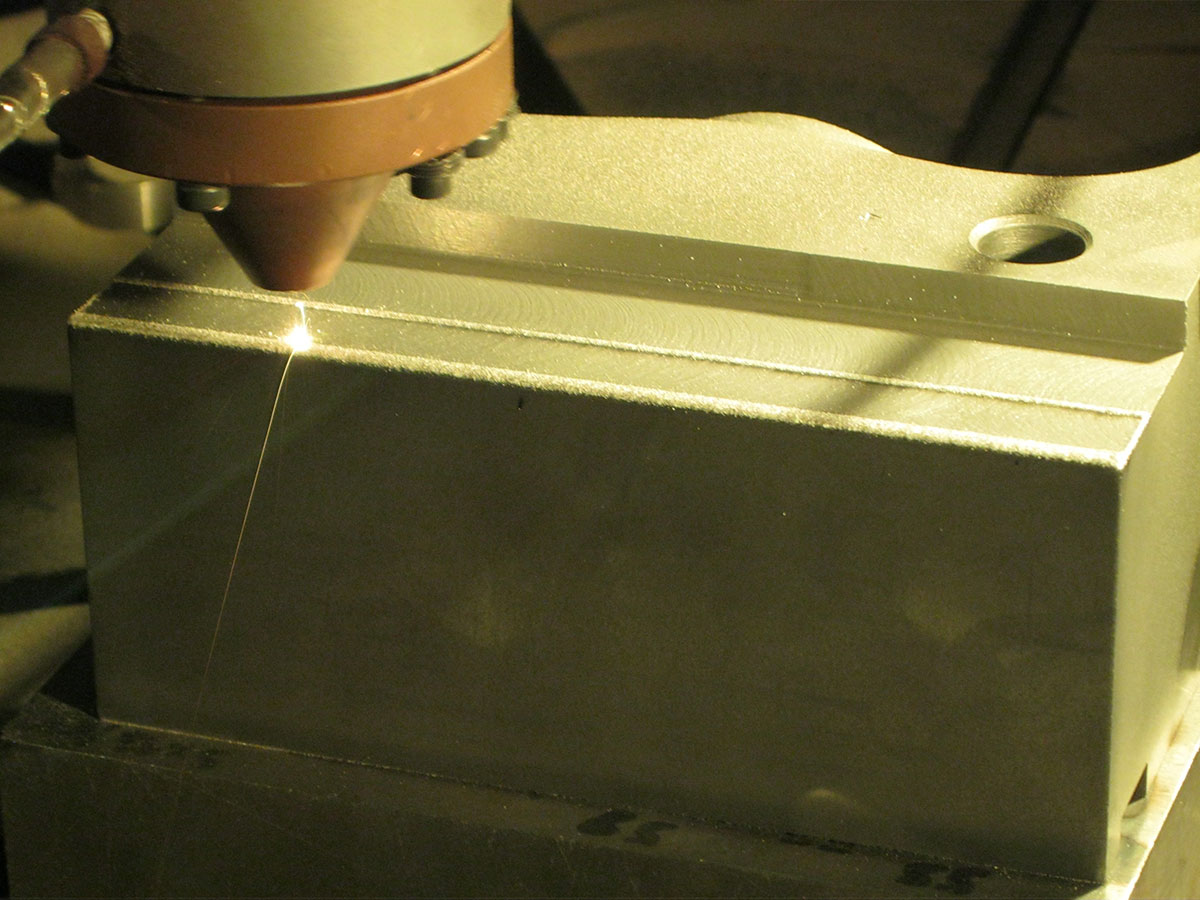
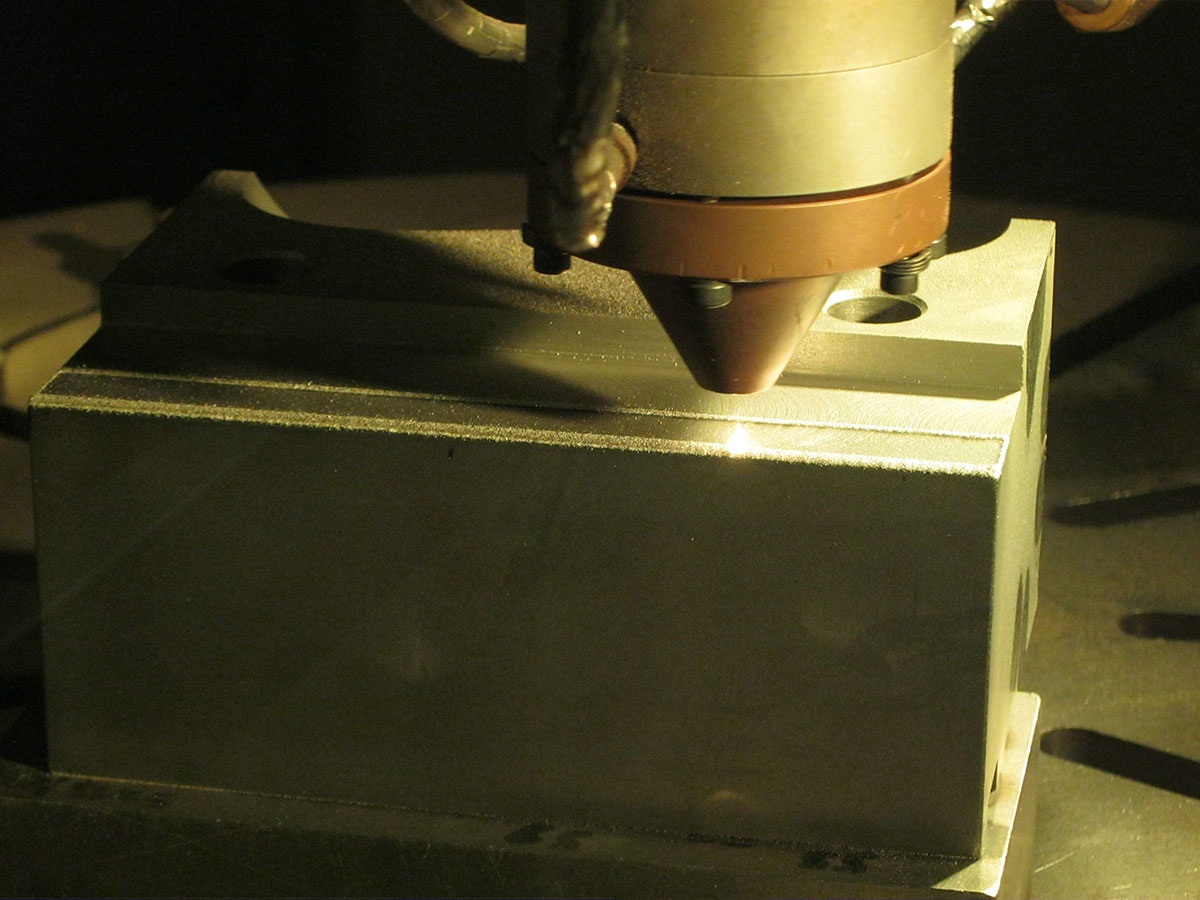
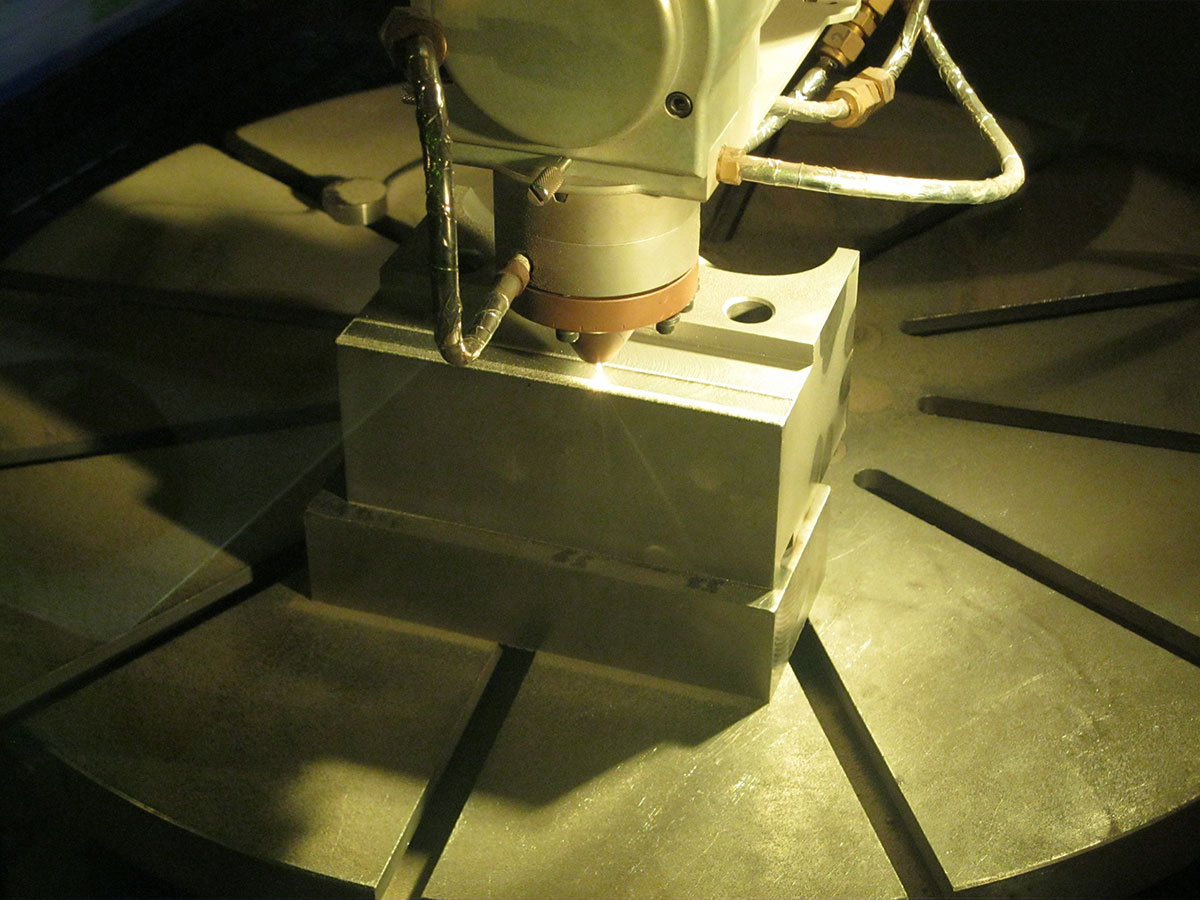
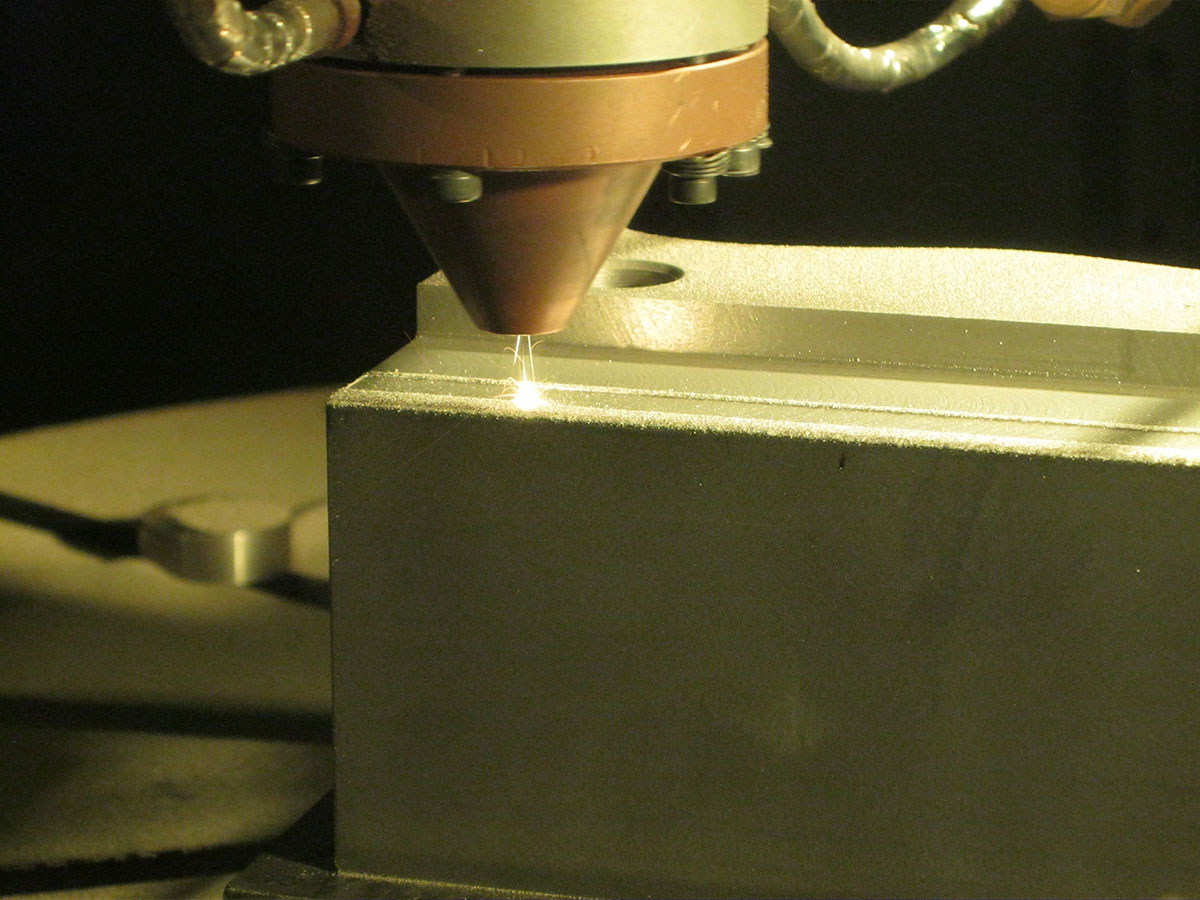
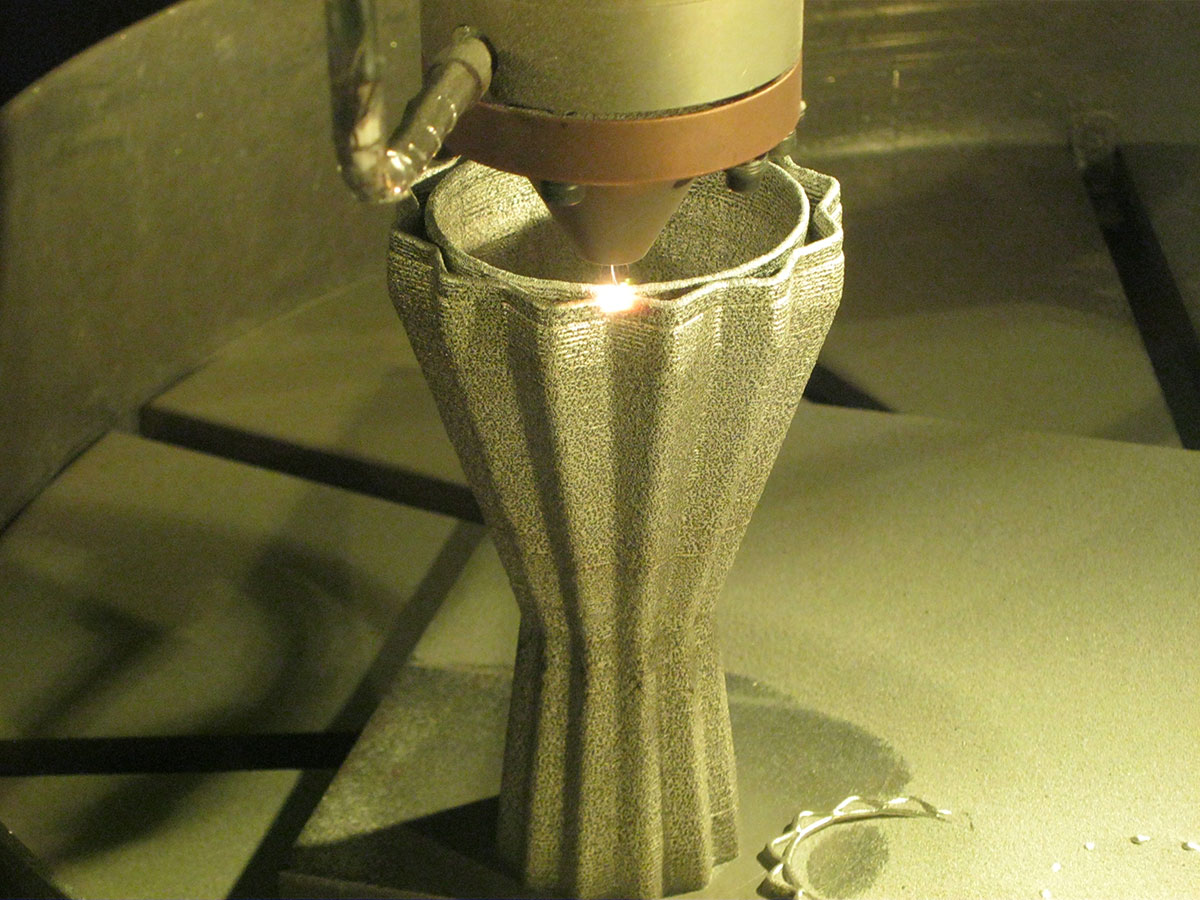
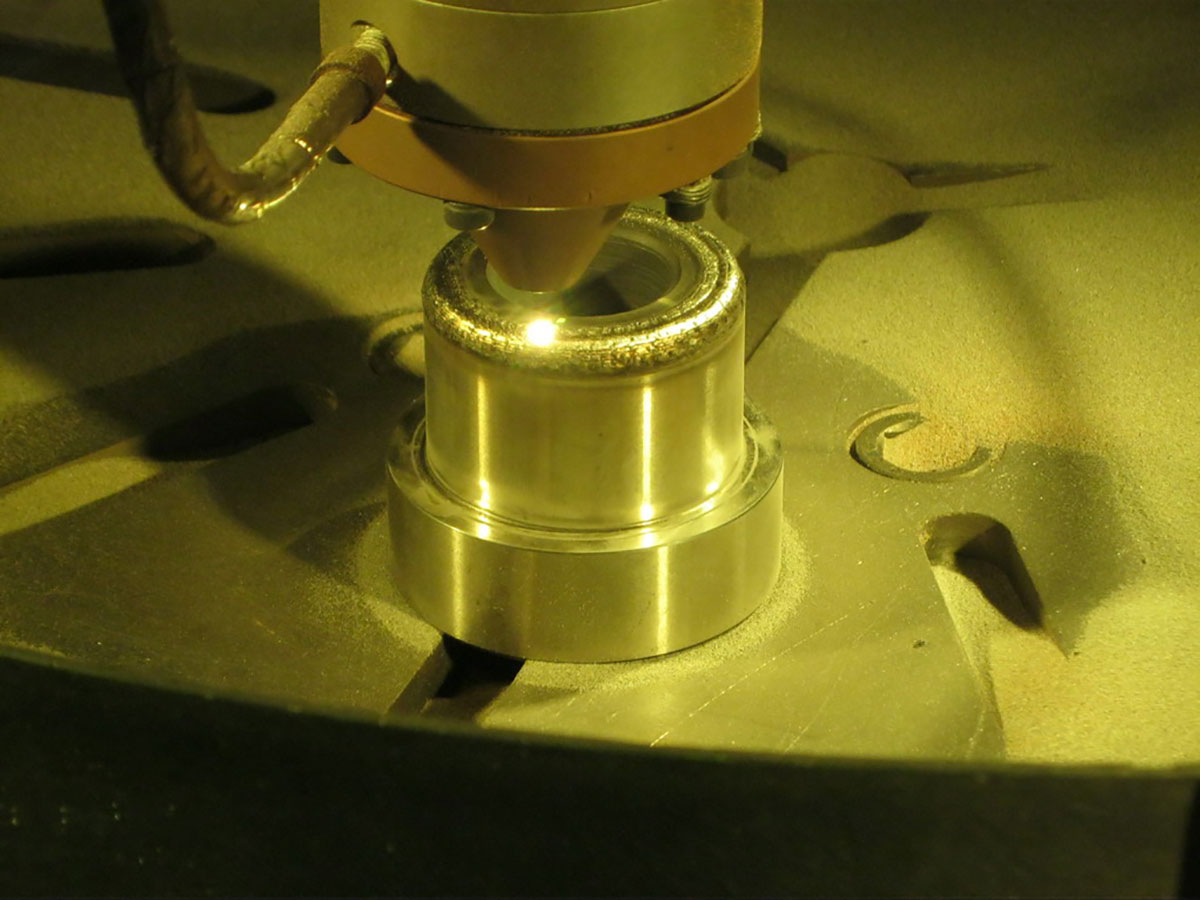
Galerija – Lasersko navarjanje